About a year ago we presented a medieval building technique that could save large amounts of brick and thus embodied energy in construction: timbrel vaulting. Turns out that there is also a 19th century brick and tile production technique that is surprisingly energy efficient: the Hoffmann kiln, a giant version of the medieval oven stove.
The fire is chased around the building in a never ending process that is extremely energy-efficient.

A “Hoffmann kiln”, “ring oven” or “ring kiln” was a massive oven in which clay was baked at a temperature of around 1,000° Celsius (1830°F) to produce bricks and tiles. It was a circular, elliptical or rectangular brickwork structure that consisted of an endless tunnel, divided into 12 to 24 chambers, all interconnected to each other and to a main flue leading to a large chimney. Each of the chambers also had an opening through which the bricks were loaded and unloaded, to be closed by a door or a temporary brick wall.
The chambers were filled with bricks (some 25,000 of them) and fired one after the other. The heat in one chamber was not only used to bake the bricks inside, but also to preheat the still to be fired bricks in the succeeding chambers. Meanwhile, air that was drawn in, through the door of the chamber where bricks were unloaded, travelled in the opposite direction and cooled down the already baked bricks in the preceding rooms. The fire was “chased” around the building in a never ending process that was extremely energy-efficient. Depending on the size of the kiln, it took between one and six weeks for the fire to complete a full circle.
The ring oven was patented in Germany by Frederick Hoffmann in 1858. It revolutionized the brick and tile production industry because of multiple reasons: it allowed for a better and more uniform quality of ceramic goods, it was much more economical both in terms of fuel consumption and labour costs, and it raised the production output spectacularly - up to 10 million bricks per factory per year. Population was growing fast at the beginning of the industrial revolution and brick producers were struggling to keep up with demand. The Hoffmann kiln allowed for mass production of bricks and tiles, but despite its complexity the whole firing process was executed without the use of machines.
Continuous production
The Hoffmann kiln is a so-called “continuous kiln” - it burns 24 hours a day, 7 days a week, 365 days a year (except when it goes down for maintenance). Before its invention, bricks and tiles were fired in so-called “periodic kilns”. This method was very time-consuming because it is essential to ensure that ceramic materials are not heated up and cooled down too fast. This meant that the fire had to be increased very slowly and carefully, and that the baked bricks had to remain in the oven several days after the fire was extinguished. During this whole period, the periodic oven could not be used to bake a new stack of bricks. Moreover, the structure itself had to be heated up every time, and during the firing process most heat was lost through the chimney or the roof, wasting large amounts of fuel.
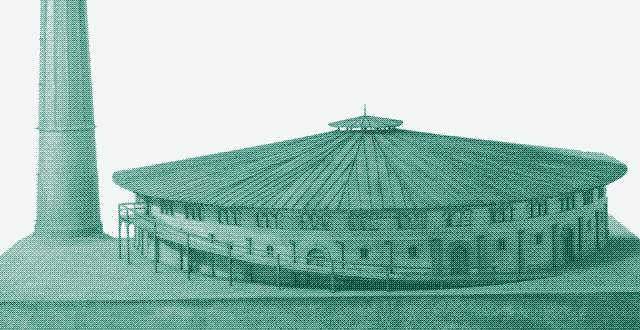
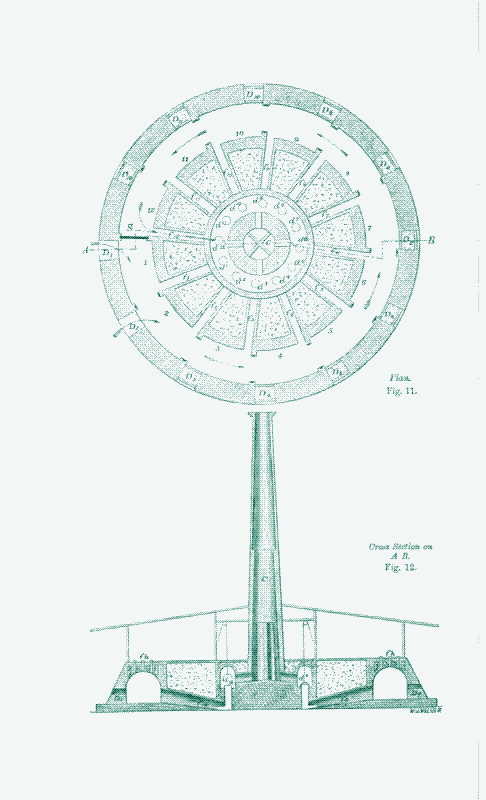
The original Hoffmann kiln was circular in plan with a large chimney placed at the centre (illustration above), but this shape was abandoned quickly for an elliptical outline, and ultimately a rectangular shape with two parallel tunnels built side by side, connected by curved tunnels at either end (illustration further below). The chimney could be in the middle, or next to the building. A rectangular kiln saved space, was easier to operate and allowed for a more homogeneous air circulation.
Feeding the oven
Some Hoffmann kilns were fuelled by gas, but mostly the fuel was coal. The ceiling of a ring oven contained many rows of openings - covered with air-tight metal caps - which were known as “feed holes” (see drawing and picture below). Experienced “stokers” dropped a small and precisely dosed amount of crushed coal through the holes above the chamber that was fired, using a small coal shovel.

They formed a team with the “setters”, who built the stacks of unfired green bricks inside the chambers. These stacks were positioned so that they contained flues and channels to ensure even baking. Right underneath each feed hole the bricks were arranged to form “fireplaces”, in which the fuel could be burnt. These were hollow shafts built of bricks, with occasional projecting bricks to prevent all the fuel from falling directly to the bottom.
Once the stacks were built, the chamber was closed by a door or a temporary brick wall, not to be opened again before unloading the bricks several weeks later. It was not necessary to enter the chambers to light the fire: once a room was preheated enough by the hot gases of the chambers next to it, the temperature inside was high enough to spontaneously combust the coal that was dropped through the feed holes.
How it works
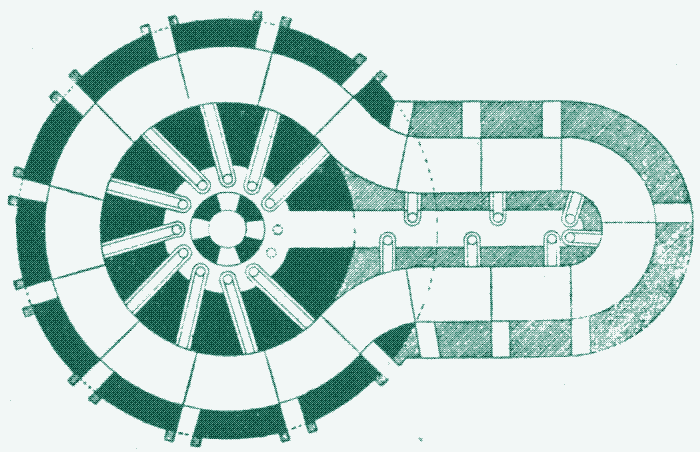
In “Cement, concrete and bricks”, a book published in 1914, Alfred B. Searle gives a clear and detailed description of the exact working of a rectangular Hoffmann kiln on the basis of a drawing. In spite of its length, his explanation is highly rewarding so here it is - slightly adapted - in its entirety:

“Assuming that the kiln is in full work, what takes places is as follows: the fuel is fed into the feed holes covering three chambers (1, 2 and 3). A light charge of fuel is being placed in each hole every quarter of an hour. Number 1 will be almost finished. The hot gases from the burning fuel will be carried by the draught through the five succeeding chambers (4, 5, 6, 7 and 8) and will gradually pre-heat the bricks without requiring any attention. After this the gases will be of so low a temperature that they are not longer useful and are taken through the flue in chamber 8 into the main flue and so to the chimney. All the dampers to the main flue in chambers 1 to 7 are meanwhile kept closed, so that all the available heat is used in warming the bricks to be fired.”
“Chambers 9, 10 and 11 contain freshly-set bricks and these must be separated from the remainder of the kiln. Their temperature must be raised to at least 120 degrees Celsius (248°F) by a separate supply of heat; to heat them by waste gases would usually cause them to be badly scummed, though for some purposes this would not matter and they may then be taken at once into what is termed “the round of the kiln” without any preliminary heating. Ordinarily, however, the bricks must be heated by as pure air as possible, until their temperature is such that no condensation products can form upon them. The purest warm air obtainable is that which is drawn through the chambers containing cooling bricks (14, 15 and 16), and many kilns have specially arranged flues for the supply of warm air for this purpose [not shown].”
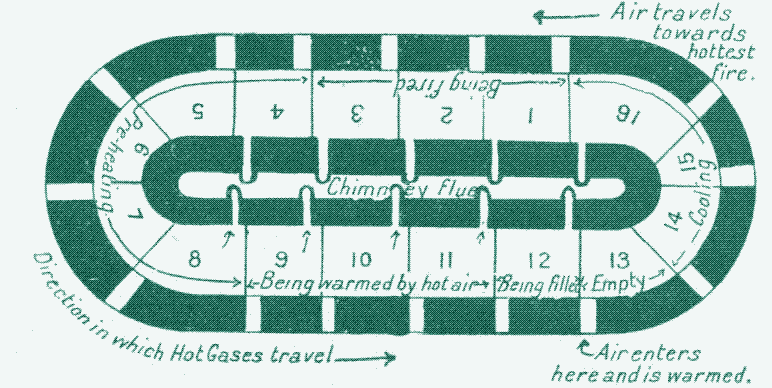
“As soon as the bricks have reached a temperature of about 120 degrees Celsius (248°F) the partition between chamber 8 and chamber 9 is removed. The damper to the chimney in chamber 8 is closed and the supply of warm air to number 9 is shut off. The hot gases from the fuel then pass into chamber 9 and the latter is said to be “taken into the round of the kiln”. Meanwhile, chamber 12 has been filled and chamber 13 is empty or being emptied.”
“Chambers 14, 15 and 16 contain bricks which are cooling, this being accomplished automatically by the draught of the kiln which draws cool air through the open doorway of chamber 13. The air thus admitted first comes into contact with almost cool bricks, and becomes gradually hotter taking heat from the cooling bricks in its journey until, when it reaches the burning fuel in chambers 1, 2 and 3, it is of the same temperature as the hottest bricks in the kiln and ensures, with careful management, a very complete combustion of the fuel with scarcely any avoidable waste of heat.”
“Any description of the working of a continuous kiln must, necessarily, appear complicated, but in reality these kilns are quite simple. As soon as a chamber is filled, its contents are first warmed by hot air, and then it is taken into the round of the kiln as described. It then needs no further attention until it has become so hot that a little fuel must be fed into it in order to complete the burning. As soon as the contents of this chamber have been heated sufficiently, the addition of coal to it is stopped, another chamber is taken into the round of the kiln, and so on; one chamber being emptied and another being filled continuously, and the fire travelling round and round the kiln in a perfectly regular and continuous manner.”
Skilful operation
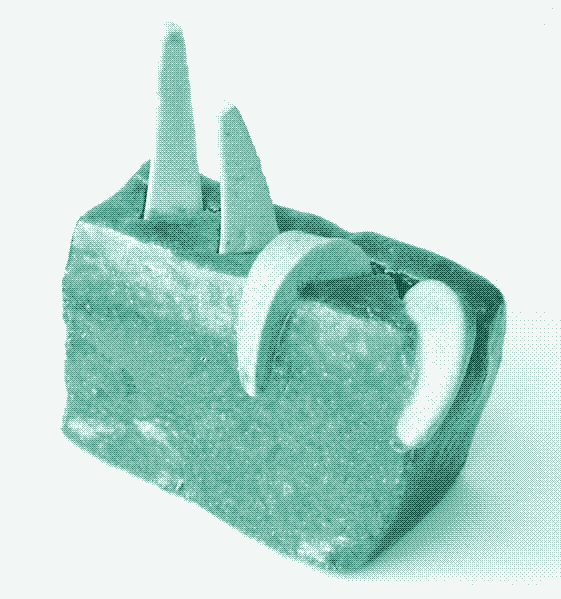
It is clear that a Hoffmann kiln required a skilful and careful operation. If the temperature was too high, the bricks would come out misshapen. If the temperature was too low, the bricks would be weak and porous. If the bricks were heated up or cooled down too fast, this would result in cracked, warped or twisted goods. The man in charge of the kiln ascertained the completion of the burning by means of trials, shrinkage measurements and Seger cones (picture above). In a well operated Hoffmann kiln, on average only 3 percent of bricks were spoiled, but with inferior management this could be 50 percent.
Endless tunnel
Apart from mismanagement, another risk was the weather. If a chimney is used to create draught, a storm will create irregular heating. Therefore, in some later kilns, large fans were positioned to obtain a more powerful and perfectly steady draught (also speeding up the production process). Large temperature differences also were a challenge.

Although it simplifies the explanation of the Hoffmann system, in reality most of these continuous kilns did not really consist of 12 to 24 separated chambers. The so-called chambers were basically theoretical sections of the endless tunnel that indeed could be separated from each other by very large metal dampers (which could be raised and lowered from the outside) or - later - sheets of paper or fabric (which were automatically torn apart at the right moment by the approaching hot air).

But, at any time in the process, a maximum of 3 shutters were in effect and so a Hoffmann kiln in reality never contained more than 3 chambers - one being a very large one.The basic function of the shutters was to prevent the cold air drawn in from going the wrong way around the kiln.
Giant version of the tile stove
Remarkably, the operation of the Hoffmann kiln closely resembles that of a wood burning tile stove - a very efficient heating appliance used since medieval times to warm the interior of buildings. In both cases, a complex system of flues and channels keeps the hot gases inside the oven as long as possible. Only when their temperature becomes so low that they are of no more use, the gases are allowed to escape through the chimney.
This makes the burning process very energy-efficient (because almost all generated heat is put to use) and relatively clean (because of the complete combustion there is hardly any smoke leaving the chimney).
In a Hoffmann kiln the gases that come out of the chimney have a temperature below 130 degrees Celsius (266°F), whereas those from periodic kilns have a temperature of 800 degrees Celsius (1472°F) or even higher - wasting large amounts of fuel, similar to what happens in an inefficient wood stove. On average, the fuel consumption of a Hoffmann kiln is one-third that of a periodic kiln.
Other similarities between tile stoves and Hoffmann kilns are that both ovens emit heat continuously and only have to be fired from time to time to keep the process going. And just like an oven stove, a Hoffmann kiln becomes more energy efficient the larger it is. Therefore, one of the only drawbacks of Hoffmann kilns was that they required a large plot of land. Their minimum perimeter was at least 68 metres (224 feet) and some rectangular ovens were between 100 and 200 metres (328 to 656 feet long).
There is also one major difference between ring ovens and oven stoves: a Hoffmann kiln has massive walls (around one metre thick) to provide a good insulation, in order to prevent the heat from escaping to the exterior of the building. In an oven stove this is not the case, because heating the exterior is what it is intended for.
In spite of their energy efficiency, Hoffmann kilns were not clean and pleasant factories. The stokers were covered in black soot and people living around a kiln were not so happy with it, either. However, these side-effects have more to do with the era in which Hoffmann kilns were used than with the technology itself - coal was everywhere and chimneys were not equipped with scrubbers.
Some ring ovens were fuelled by gas (again, just like some tile stoves), and in principle they could also be powered by a variety of biomass fuels, or (clean) electricity. There is no reason why a Hoffmann kiln today should be dirtier than a modern brick or cement plan.
Hoffmann kilns with multiple fires
The Hoffmann kiln caught on fast - in 1870, a decade after the first one was built, there were already 639 units operating worldwide. It remained the most important technology to bake bricks, tiles and ceramic pipes for a century. The original design was adapted to many other forms, some of them rather spectacular.
An important improvement to the Hoffmann kiln was made by Jacob Bührer from Switzerland. He generated great fuel efficiency and a large increase in output by the use of a continuous kiln with a tunnel about twice as long and half as wide as those commonly in use. In order to overcome the difficulties of construction and loss of heat inherent to an extremely long and narrow kiln, Bürher arranged his tunnel in a zigzag manner. Whilst externally his kiln is square in plan, its effective tunnel length is almost double that of a Hoffmann kiln.

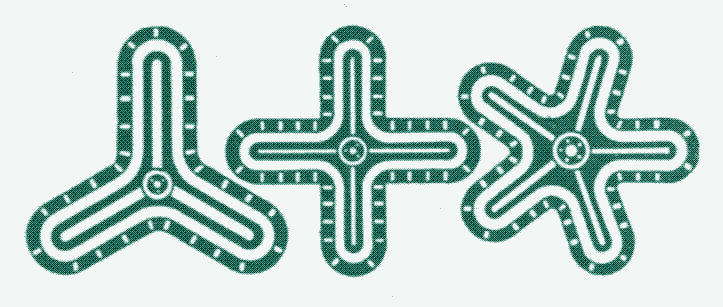
Where very large outputs were required, “shank kilns” were built of a shape similar to one of the plans shown above. Owing to their special shape several fires could be kept going in each kiln with a minimum of labour, and the cost of erection was less than that of several continuous kilns of equal total capacity. At the beginning of the 20th century, already over 200 of these shank kilns were in existence on the continent with an annual output varying from 5 million to 50 million bricks each.
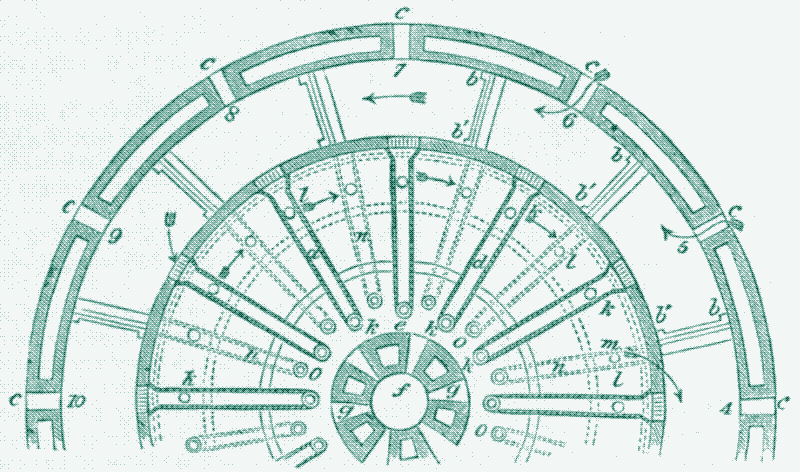
A continuous kiln was sometimes enlarged by adopting the “Shank” principle just described: such an alteration to an old circular Hoffmann is shown on the left. In enlarging a kiln this way it was mostly necessary to supplement the chimney-draught by the aid of a fan. Some large continuous kilns were also equipped with several chimneys. Below: a 40-chamber kiln with two chimneys.
Hoffmann kilns in use today
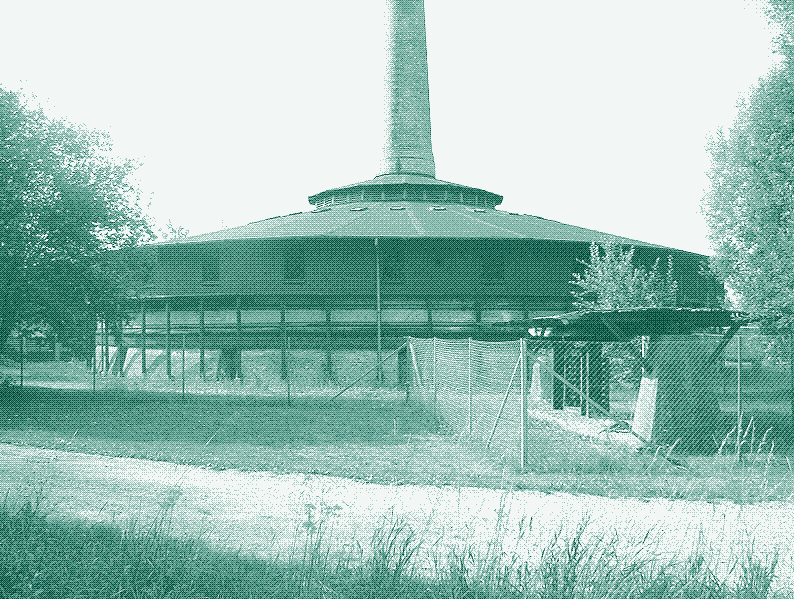
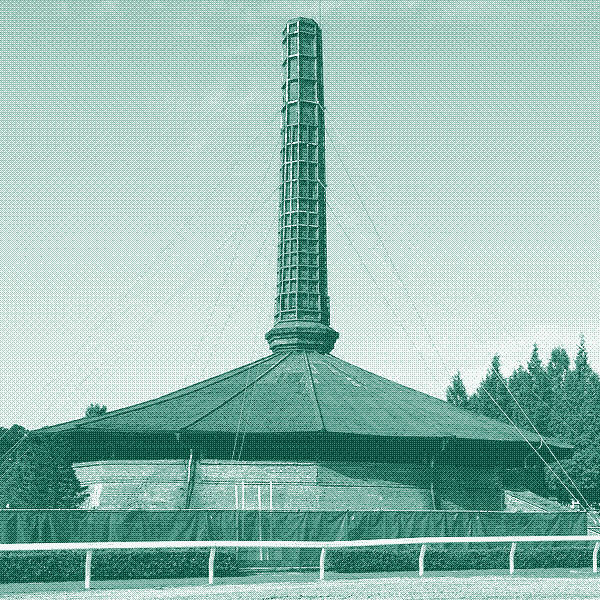
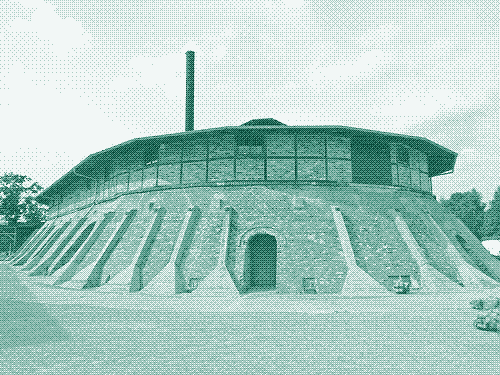
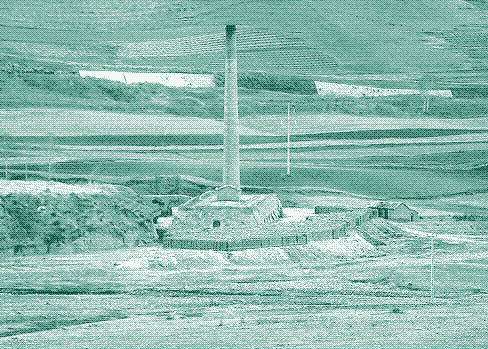
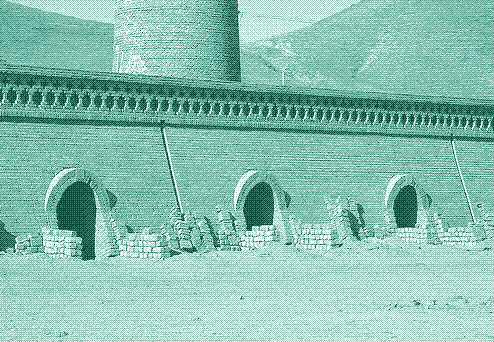
Today, ring ovens (and some alternatives) are still used in developing countries (first picture below shows one in China, second picture below one in Mongolia), and by some artisanal producers of traditional bricks in the developed world - their products being mostly aimed at the renovation of historical buildings.
In some developing countries a low-tech version of the Hoffmann kiln is used, in which the arched roof is replaced by a cover of bricks and sand. These are called Bull’s trench kilns - named after its British inventor W. Bull - and they are common in Pakistan, India, Bangladesh, Nepal (some great pictures here) and Myanmar.
These semi-continuous kilns - 100 to 150 metres long and usually built in a trench - produce bricks of similar strength, but with a lesser esthetic quality. In a Bull’s trench kiln the light sheet metal chimneys are moved around every 24 hours by a team of workers in order to fire a different part of the tunnel.
These kilns are less efficient than a real Hoffmann kiln, but still more efficient than periodic kilns. Their great advantage is that they are cheaper to built. In a real Hoffmann kiln it is necessary to burn some six to ten million bricks before the saving in fuel has compensated the cost of the construction of the oven.
During the second half of the twentieth century, most Hoffmann kilns in the developed world were replaced by continuous tunnel kilns (which were already patented in 1877 by another German, Otto Bock). In a tunnel kiln, the process of the Hoffmann kiln is turned upside down.
Modern brick production: the tunnel oven
In a Hoffmann kiln the bricks stay where they are and the fire moves around, but in a tunnel kiln the fire remains stationary while the bricks move slowly through the tunnel. The fire is situated in the centre and the bricks slowly proceed through the tunnel on a train or a conveyor belt, so that bricks which are in the beginning of the tunnel are slowly being preheated by the fire further on, and bricks which have passed the fire are allowed to cool down gradually.
Tunnel kilns are much more expensive to build than Hoffmann kilns, but they save on labour costs because they can be highly automated - today they operate without a human in sight. Still, in spite of all that high-tech, they are not more energy-efficient than Hoffmann kilns - both processes require around 2,000 kilojoules per kilogram of brick.
If compared to some improved versions of Hoffmann kilns, a tunnel kiln is even less efficient. Moreover, in modern brick production facilities all too often energy efficiency is sacrificed for speed and the drying and cooling processes are fastened by means of extra energy inputs (see the specifications of a modern tunnel kiln).
The reason for the existence of a tunnel kiln is that the production process is further accelerated, resulting in a much larger output of bricks. This might as well be the most devastating aspect of modern brick production, because there seems to be a correlation between the speed of production and the ease with which we build and demolish buildings.
Sources (in order of importance):
- “Cement, concrete and bricks”, Alfred B. Searle, 1914.
- “Modern brickmaking”, Alfred B. Searle, 1911. Chapter 8 (p.243-367) has additional information on Hoffmann kilns. - “Le grand four”, Musée des arts et métiers.
- “Notes on building construction”, Henry Fidler, 1889.
- “Dictionary of arts, manufactures, and mines containing a clear exposition of their principles and practice”, Vol.III, 1875.
- “Hoffmann kilns”, German Appropriate Technology Exchange (GATE).
- “Hoffmannscher Ringofen”, German Wikipedia. Note: the description of a Hoffmann kiln on the English Wikipedia is wrong. It is confused with a tunnel kiln.
- “Hoffmann kiln, Craven Lime Works”, Out of Oblivion.
- “Architectural pottery: bricks, tiles, pipes, enamelled terra-cottas, ordinary and incrusted quarries, stoneware mosaics, faïences, and architectural stoneware”, Leon Lefêvre, K.H. Bird and W. Moore Binns, 1900.
- Also check out the bricks collection and the other industrial sets.
- “Ring-Ofen” by Karls Enkel (picture).
- “Ziegeleipark Mildenberg” by Matthias 17 (pictures).
- Briqueterie DeWulf & Schlot.at (pictures).
Reactions
To make a comment, please send an e-mail to solar (at) lowtechmagazine (dot) com. Your e-mail address is not used for other purposes, and will be deleted after the comment is published. If you don’t want your real name to be published, sign the e-mail with the name you want to appear.
Reactions
Carolyn Ritchie
There is a derelict huge brickworks kiln that looks like this Hoffman kiln in Newtown, Sydney, N.S.W. I saw it 4 months ago when I was down there visiting my daughter. I thought it would be a wonderful place for a potters’ community facility. It had a separate building that could be used as a gallery. Imagine if possibly a govt.grant could be used to revive it, if not entirely as a working kiln, but as studio space, etc.
Nick Rouse
In Britain there are deposits of clay containing a small amount of oil. By use of a series of ovens arranged in a loop similar to the Hoffmann scheme it is possible to fire the bricks using no external fuel with the heat from the adjacent oven bringing each new batch up to the ignition temperature of the oil. This type of brick is called a Fletton or London brick and is still in wide spread production. It is estimated there are five million houses in Britain built of them.
Simon
(11:30am) Just discovered this site… Loving the details and pictures!
Morten Hagen
Thank you for this gold-mine of knowledge of brick-production. In Fredrikstad, Norway we are a small group digging out the remains of the last brickwork, planning to use the site for outdoor concerts and plays. During the winter we make fires and serve hot chocolate to strollers. At the moment the homepage is down, but try itlater www.ettertid.no og www.narnte.no
Ormond Otvos
We live a mile from the Richmond Brickworks, on the north San Francisco bay. Pretty spectacular. Excellent article, well written!
http://knightsia.org/sia2008/images/richmond_brickyard.jpg
Jan Bösenberg
If you are in Berlin/Germany you can visit the “Ziegeleimuseum Glindow” (40km drive from Berlin) which has a working Hoffmann kiln. The have walk-throughs and since the kiln is still in use, you can get a nice feeling for the temperature in these places :-)
http://www.ziegeleimuseum-glindow.de/
Liaquot Hossain
Can someone explain me the principle of coal firing from kiln top in a Hoffman kiln and the consequent dumper opening and closing orders and timings while the fire is moving inside the kiln loaded with green bricks @ 1.2 meter/hour. Any appropriate books that explains the above phenomenon in step by stem would also be helpful.
Liaquot Hossain,
Project Engineer,
Clean Energy Alternatives.
Rasmus
I wrote this page about the Vertical Shaft Brick Kiln with some more information and videos:
http://opensourceecology.org/wiki/Vertical_Shaft_Brick_Kiln
Andy Berlyn
An excellent example of a Hoffman Kiln is near Settle, North Yorkshire, UK. It was built to produce lime on an industrial scale. The local Craven museum has created a self guided trail with regular interpretive boards explaining the process. Parking and admission are free.